Kurtyna dymowa T35KD
Kurtyna dymowa T35KD z blachy ocynkowanej typu S280GD, o grubości 0,60 mm. Kurtyna obustronnie powlekana poliestrową powłoką ochronną o grubości 15um.
Specyfikacja techniczna
Informacje techniczne
Poniżej znajdą Państwo kluczowe parametry technicznej naszej kurtyny dymowe T35KD. Kurtyna oferuje bardzo wysokie parametry, które są potwierdzone badaniami i atestami, zgodnie z normą PN EN 12101-1. Kurtyna jest pokryta lakierem poliesterowym po obu stronach. Jeśli załączone dokumenty nie zawierają wszystkich potrzebnych informacji - zachęcamy do kontaktu z naszym działem technicznym, który udzieli Państwu wszystkich szczegółowych odpowiedzi.
Typ kurtyny
Odporność ogniowa
Obciążenie kurtyny
Obciążenie od 1mb kurtyny w zależności od jej wysokości, podano w tablicy:
| Wysokość kurtyny [m] | Obciążenie [kN/m] |
| 0,50 | 0,028 |
| 1,00 | 0,055 |
| 1,50 | 0,083 |
| 2,00 | 0,110 |
| 2,50 | 0,138 |
| 3,00 | 0,165 |
| 3,50 | 0,193 |
| 4,00 | 0,220 |
| 4,50 | 0,248 |
Zalecenia
Zalecenie mocowania kurtyn dymowychStałe kurtyny dymowe T35KD mocuje się na górnej krawędzi do konstrukcji wsporczej za pomocą łączników samowiercących. Konstrukcja wsporcza musi posiadać wymaganą klasę odporności ogniowej, wynikającej z klasy odporności pożarowej budynku. Mocowanie odbywa się minimum dwoma łącznikami, zaś blachy tworzące kurtynę zszywa się między sobą łącznikami samowiercącymi.
Wymagania techniczne producenta co do elementów montażowych są szczegółowo przedstawione w instrukcji montażu T35KD, przy czym producent dopuszcza stosowanie łączników o nie gorszych właściwościach ogniowych i mechanicznych od tych zalecanych.
W przypadku, gdy cała kurtyna ma inny kształt niż prostokąt oraz gdy ostatni mocowany arkusz nie może zostać zamontowany w całości, konieczne jest docięcie blach. Do cięcia blach należy używać nożyc elektrycznych z głowicą rotującą. Po zakończeniu montażu bezwzględnie oczyścić powierzchnię z opiłków, wkrętów itp. W przypadku uszkodzenia powierzchni należy jak najszybciej wykonać niezbędny (punktowy) retusz, przy zastosowaniu lakieru odpowiedniego z oryginalnym kolorem blach. W przypadku użycia szlifierki reklamacje nie będą uwzględniane.
UWAGA: Bez względu na zalecenia montażowe producenta za projekt łączników do mocowania blach kurtyny do konstrukcji i za projekt samej konstrukcji, do której ma być mocowania kurtyna, odpowiada projektant obiektu. Pruszyński Sp. z o.o. może służyć wsparciem dla projektantów w zakresie konsultacji technicznych dla danego projektu.
Stałe kurtyny dymowe T35KD mocuje się na górnej krawędzi do konstrukcji wsporczej za pomocą łączników samowiercących. Konstrukcja wsporcza musi posiadać wymaganą klasę odporności ogniowej, wynikającej z klasy odporności pożarowej budynku. Mocowanie odbywa się minimum dwoma łącznikami, zaś blachy tworzące kurtynę zszywa się między sobą łącznikami samowiercącymi.
Wymagania techniczne producenta co do elementów montażowych są szczegółowo przedstawione w instrukcji montażu T35KD, przy czym producent dopuszcza stosowanie łączników o nie gorszych właściwościach ogniowych i mechanicznych od tych zalecanych.
W przypadku, gdy cała kurtyna ma inny kształt niż prostokąt oraz gdy ostatni mocowany arkusz nie może zostać zamontowany w całości, konieczne jest docięcie blach. Do cięcia blach należy używać nożyc elektrycznych z głowicą rotującą. Po zakończeniu montażu bezwzględnie oczyścić powierzchnię z opiłków, wkrętów itp. W przypadku uszkodzenia powierzchni należy jak najszybciej wykonać niezbędny (punktowy) retusz, przy zastosowaniu lakieru odpowiedniego z oryginalnym kolorem blach. W przypadku użycia szlifierki reklamacje nie będą uwzględniane.
UWAGA: Bez względu na zalecenia montażowe producenta za projekt łączników do mocowania blach kurtyny do konstrukcji i za projekt samej konstrukcji, do której ma być mocowania kurtyna, odpowiada projektant obiektu. Pruszyński Sp. z o.o. może służyć wsparciem dla projektantów w zakresie konsultacji technicznych dla danego projektu.
Sposoby mocowania kurtyn dymowychW wypadku kurtyn dymowych T35KD produkcji Blachy Pruszyński montaż opiera się dwóch etapach – zszywanie blach między sobą oraz mocowanie blach do konstrukcji.
UWAGI
- Konstrukcja wsporcza kurtyny dymowych powinna posiadać wymaganą odporność ogniową, wynikającą z klasy odporności pożarowej obiektu, w którym będzie montowana
- Do montażu kurtyn dymowych należy stosować łączniki zgodnie z Raportem Klasyfikacyjnym (RAPORT) oraz instrukcją montażu (PLIKI DO POBRANIA). Dopuszcza się stosowanie innych łączników o nie gorszych właściwościach ogniowych i mechanicznych. Za dobó łączników odpowiada projektant.
Przykłady oraz szczegółowe opisy montażu kurtyn, wraz z przykładami zastosowania, znajdą Państwo w instrukcji montażu dla T35KD: PLIKI DO POBRANIA
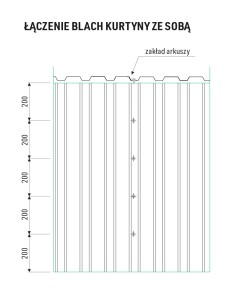
A) Zszywanie blach między sobą
- Arkusze blach łączyć ze sobą łącznikami w rozstawie 200 mm
- Typ łącznika: łączniki samowiercące WSBP produkcji KLIMAS Sp. z o.o. o wymiarach: 4,8 x 19 mm ze stali SAE1022
- Sposób mocowania łączników wg danych producenta
Uwaga: Dopuszcza się stosowanie innych łączników o nie gorszych właściwościach ogniowych i mechanicznych.
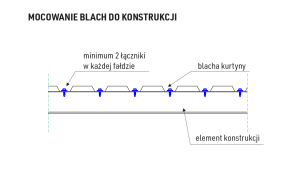
B) Mocowanie blach do konstrukcji
- Blachę do konstrukcji mocować min. 2 łącznikami w każdej fałdzie.
- Typ łącznika: łączniki samowiercące GT12 produkcji ETANCO Sp. z o.o. o wymiarach: 5,5 x 35 mm ze stali węglowej SAE 1022
- Sposób mocowania łączników wg danych producenta
- 3
W wypadku kurtyn dymowych T35KD produkcji Blachy Pruszyński montaż opiera się dwóch etapach – zszywanie blach między sobą oraz mocowanie blach do konstrukcji.
UWAGI
- Konstrukcja wsporcza kurtyny dymowych powinna posiadać wymaganą odporność ogniową, wynikającą z klasy odporności pożarowej obiektu, w którym będzie montowana
- Do montażu kurtyn dymowych należy stosować łączniki zgodnie z Raportem Klasyfikacyjnym (RAPORT) oraz instrukcją montażu (PLIKI DO POBRANIA). Dopuszcza się stosowanie innych łączników o nie gorszych właściwościach ogniowych i mechanicznych. Za dobó łączników odpowiada projektant.
Przykłady oraz szczegółowe opisy montażu kurtyn, wraz z przykładami zastosowania, znajdą Państwo w instrukcji montażu dla T35KD: PLIKI DO POBRANIA
A) Zszywanie blach między sobą
- Arkusze blach łączyć ze sobą łącznikami w rozstawie 200 mm
- Typ łącznika: łączniki samowiercące WSBP produkcji KLIMAS Sp. z o.o. o wymiarach: 4,8 x 19 mm ze stali SAE1022
- Sposób mocowania łączników wg danych producenta
Uwaga: Dopuszcza się stosowanie innych łączników o nie gorszych właściwościach ogniowych i mechanicznych.
B) Mocowanie blach do konstrukcji
- Blachę do konstrukcji mocować min. 2 łącznikami w każdej fałdzie.
- Typ łącznika: łączniki samowiercące GT12 produkcji ETANCO Sp. z o.o. o wymiarach: 5,5 x 35 mm ze stali węglowej SAE 1022
- Sposób mocowania łączników wg danych producenta
- 3
Dostawa, transport i rozładunek
- DOSTAWA
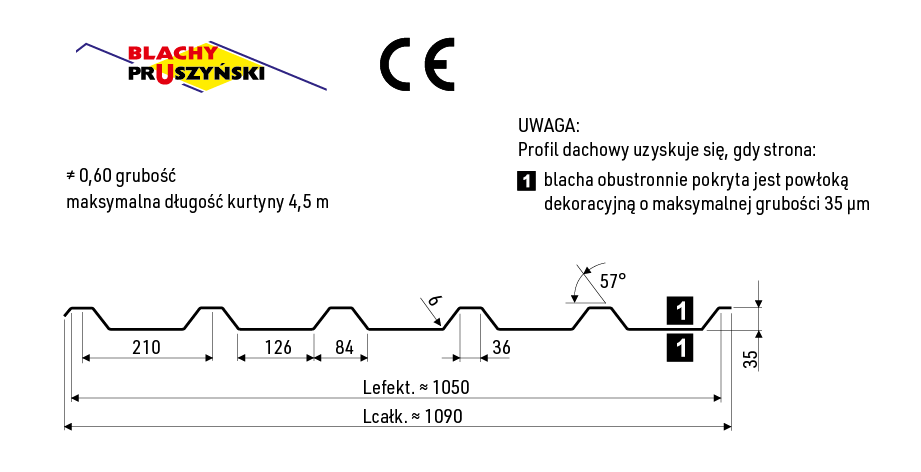
Stałe kurtyny dymowe T35KD dostarczane są w postaci prostokątnych arkuszy blachy trapezowej o szerokości efektywnej 1,05m i o długości równej projektowanej wysokości kurtyny (maksymalnie 4,50m). Dostarczone mogą również być elementy uszczelniające wykonane z blachy stalowej, stanowiące uszczelnienie w połączeniu blachy kurtyny z blachą trapezową dachu oraz łączniki samowiercące do łączenia paneli kurtyny między sobą.
- TRANSPORT
W przypadku odbioru własnym środkiem transportu, samochód powinien posiadać otwartą platformę załadunkową umożliwiającą swobodny załadunek jak i rozładunek. Blachy ocynkowane i alucynkowe należy bezwzględnie zabezpieczyć przed zamoczeniem!
- ROZŁADUNEK
Rozładunek „ręczny” powinien być przeprowadzony przez odpowiednią liczbę osób tzn. taką, aby nie przesuwać po sobie blach, nie odginać bocznych krawędzi oraz ich nie rozciągać. Deformacja blach podczas rozładunku i przenoszenia powoduje późniejsze problemy z ich prawidłowym montażem (szpary na zamkach, co może powodować nieszczelność kurtyny). Najodpowiedniejszy jest rozładunek w opakowaniach producenta przy użyciu urządzeń mechanicznych.
- DOSTAWA
Stałe kurtyny dymowe T35KD dostarczane są w postaci prostokątnych arkuszy blachy trapezowej o szerokości efektywnej 1,05m i o długości równej projektowanej wysokości kurtyny (maksymalnie 4,50m). Dostarczone mogą również być elementy uszczelniające wykonane z blachy stalowej, stanowiące uszczelnienie w połączeniu blachy kurtyny z blachą trapezową dachu oraz łączniki samowiercące do łączenia paneli kurtyny między sobą.
- TRANSPORT
W przypadku odbioru własnym środkiem transportu, samochód powinien posiadać otwartą platformę załadunkową umożliwiającą swobodny załadunek jak i rozładunek. Blachy ocynkowane i alucynkowe należy bezwzględnie zabezpieczyć przed zamoczeniem!
- ROZŁADUNEK
Rozładunek „ręczny” powinien być przeprowadzony przez odpowiednią liczbę osób tzn. taką, aby nie przesuwać po sobie blach, nie odginać bocznych krawędzi oraz ich nie rozciągać. Deformacja blach podczas rozładunku i przenoszenia powoduje późniejsze problemy z ich prawidłowym montażem (szpary na zamkach, co może powodować nieszczelność kurtyny). Najodpowiedniejszy jest rozładunek w opakowaniach producenta przy użyciu urządzeń mechanicznych.
Zalecenia sposobu składowania
- Blachy składowane w pakietach nie mogą być przechowywane na wolnym powietrzu lub w pomieszczeniach narażonych na działanie wilgoci i zmiennych temperatur. Powłoki cynkowe i alucynkowe w szczególności niepoddane jeszcze wpływom warunków atmosferycznych, a więc bez zabezpieczającej je strefy ochronnej, są wrażliwe na kondensat wodny przy ograniczonym dostępie powietrza (blacha składowana w sztaplach). Szczególną uwagę należy zwrócić na rozładunek w warunkach zimowych i magazynowanie w ogrzewanych magazynach. Na skutek znacznej różnicy temperatur pomiędzy arkuszami wytrąca się woda.
- Blachy zamoczone w czasie transportu lub składowania należy wysuszyć, następnie przełożyć arkusze przekładkami umożliwiającymi swobodną cyrkulację powietrza. Po wysuszeniu blachy ocynkowane (alucynkowe) należy przejrzeć i pokryć warstwą oleju konserwującego.
- Blachy przeznaczone do dłuższego składowania należy przejrzeć, a następnie pokryć warstwą oleju maszynowego (dot. blach ocynkowanych i alucynkowych), a przede wszystkim zabezpieczyć przed wilgocią (dot. wszystkich blach).
- Efektem nie przestrzegania powyższych zaleceń jest powstanie stosunkowo szybko (dla blach ocynkowanych i alucynkowych może to być zaledwie kilka dni) korozji cynku – czyli białych, luźno związanych z podłożem warstw, niestanowiących zabezpieczenia przed korozją.
- Blachy powlekane w opakowaniach fabrycznych nie powinny być składowane dłużej niż 3 tygodnie od daty produkcji. Po tym czasie opakowanie należy rozciąć, a arkusze przełożyć przekładkami umożliwiającymi swobodną cyrkulację powietrza. Maksymalny czas magazynowania nie powinien być dłuższy niż 6 miesięcy licząc od daty produkcji pod rygorem utraty gwarancji.
- Folie ochronne stosowane są, aby dodatkowo zabezpieczyć blachy powlekane przed uszkodzeniami mechanicznymi, nieprężeniami i uderzeniami mogącymi wystąpić w czasie transportu, przeładunku czy profilowania. Folie ochronne nigdy nie zwalniają z obowiązku właściwego zabezpieczenia blach podczas magazynowania ani przed szkodliwym działaniem czynników chemicznych podczas procesu ich przetwarzania. Zaleca się stopniowe usuwanie folii z gotowych profili, element po elemencie, na krótko przed zamocowaniem elementów ściennych i dachowych na budynku.
- Niewłaściwy sposób składowania może powodować utrudnienia w usuwaniu folii ochronnej oraz pozostawiać na arkuszach ślady po kleju.
- Blachy składowane w pakietach nie mogą być przechowywane na wolnym powietrzu lub w pomieszczeniach narażonych na działanie wilgoci i zmiennych temperatur. Powłoki cynkowe i alucynkowe w szczególności niepoddane jeszcze wpływom warunków atmosferycznych, a więc bez zabezpieczającej je strefy ochronnej, są wrażliwe na kondensat wodny przy ograniczonym dostępie powietrza (blacha składowana w sztaplach). Szczególną uwagę należy zwrócić na rozładunek w warunkach zimowych i magazynowanie w ogrzewanych magazynach. Na skutek znacznej różnicy temperatur pomiędzy arkuszami wytrąca się woda.
- Blachy zamoczone w czasie transportu lub składowania należy wysuszyć, następnie przełożyć arkusze przekładkami umożliwiającymi swobodną cyrkulację powietrza. Po wysuszeniu blachy ocynkowane (alucynkowe) należy przejrzeć i pokryć warstwą oleju konserwującego.
- Blachy przeznaczone do dłuższego składowania należy przejrzeć, a następnie pokryć warstwą oleju maszynowego (dot. blach ocynkowanych i alucynkowych), a przede wszystkim zabezpieczyć przed wilgocią (dot. wszystkich blach).
- Efektem nie przestrzegania powyższych zaleceń jest powstanie stosunkowo szybko (dla blach ocynkowanych i alucynkowych może to być zaledwie kilka dni) korozji cynku – czyli białych, luźno związanych z podłożem warstw, niestanowiących zabezpieczenia przed korozją.
- Blachy powlekane w opakowaniach fabrycznych nie powinny być składowane dłużej niż 3 tygodnie od daty produkcji. Po tym czasie opakowanie należy rozciąć, a arkusze przełożyć przekładkami umożliwiającymi swobodną cyrkulację powietrza. Maksymalny czas magazynowania nie powinien być dłuższy niż 6 miesięcy licząc od daty produkcji pod rygorem utraty gwarancji.
- Folie ochronne stosowane są, aby dodatkowo zabezpieczyć blachy powlekane przed uszkodzeniami mechanicznymi, nieprężeniami i uderzeniami mogącymi wystąpić w czasie transportu, przeładunku czy profilowania. Folie ochronne nigdy nie zwalniają z obowiązku właściwego zabezpieczenia blach podczas magazynowania ani przed szkodliwym działaniem czynników chemicznych podczas procesu ich przetwarzania. Zaleca się stopniowe usuwanie folii z gotowych profili, element po elemencie, na krótko przed zamocowaniem elementów ściennych i dachowych na budynku.
- Niewłaściwy sposób składowania może powodować utrudnienia w usuwaniu folii ochronnej oraz pozostawiać na arkuszach ślady po kleju.
Specyfikacja techniczna powłoki
Dostępne kolory

Opis produktu
Funkcją kurtyn dymowych (wraz z innymi elementami) jest kontrola przemieszczania się i/lub gromadzenia się dymu i ciepła. Kurtyny dymowe mogą gromadzić dym i gazy o temperaturze przekraczającej nawet 600 st. C, lecz nie należy ich mylić z oddzieleniami pożarowymi. Kurtyny mają przede wszystkim zapobiegać swobodnemu rozprzestrzenianiu się dymu i gazów pożarowych w pomieszczeniach o dużych powierzchniach – takich jak magazyny, hale etc. Ze względu na ich ważną rolę w systemie ochrony pożarowej, za ich dobór powinien być odpowiedzialny projektant obiektu, który dobierze kurtyny do ich konkretnego zastosowania.
Stałe kurtyny dymowe T35KD produkcji firmy PRUSZYŃSKI Sp. z o. o. z blachy to stały element systemu oddymiania grawitacyjnego, pokryte obustronnie powłoką ochronną poliestrową. Minimalny gatunek stali stosowany na kurtyny to S280GD. Grubość blach stosowanych na kurtyny dymowe to 0,60 mm. Blachy powlekane obustronnie powłoką organiczną poliestrową (SP) o maksymalnej grubości 35 µm. Maksymalna wysokość kurtyn to 450 cm.
Firma Blachy Pruszyński oferuje także obróbki blacharskie pasujące do kurtyn T35 KD. Są one wykonane z tej samej, wysokojakościowej blachy, co sama kurtyna. W skład podstawowej oferty wchodzą 4 obróbki:
- Obróbka grzebieniowa *
- Obróbka zamykająca (szczelina dachowa)
- Obróbka zamykająca (szczelina górna)
- Obróbka zamykająca (szczelina dolna)
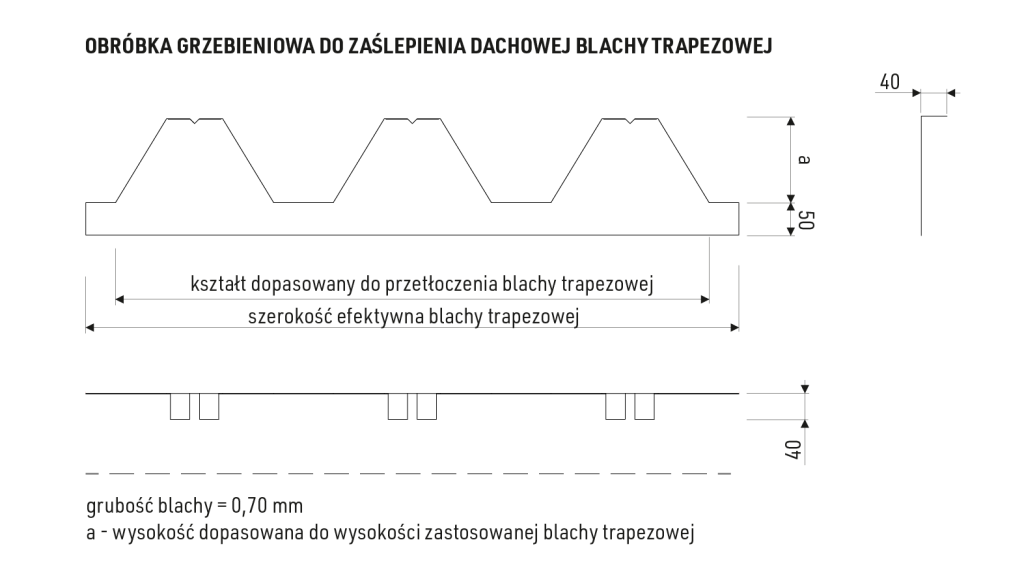
Obróbka grzebieniowa
(jest montowana do blachy trapezowej wykorzystanej w konstrukcji dachowej. Jej wymiary są uzależnione od zastosowanej w danym projekcie blachy trapezowej)
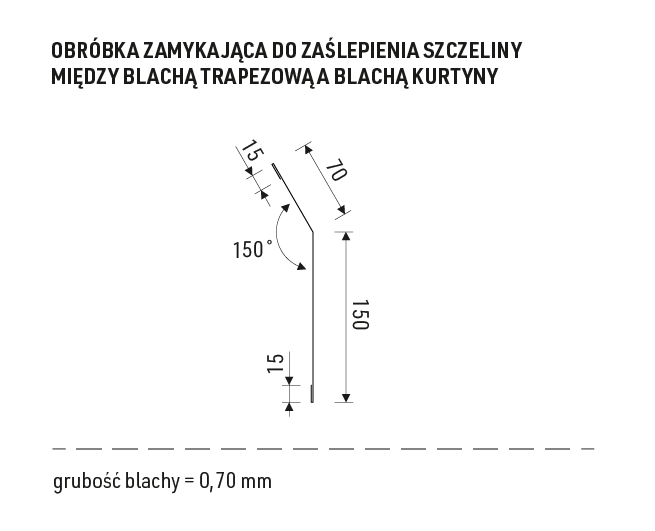
Obróbka zamykająca
(szczelina dachowa)
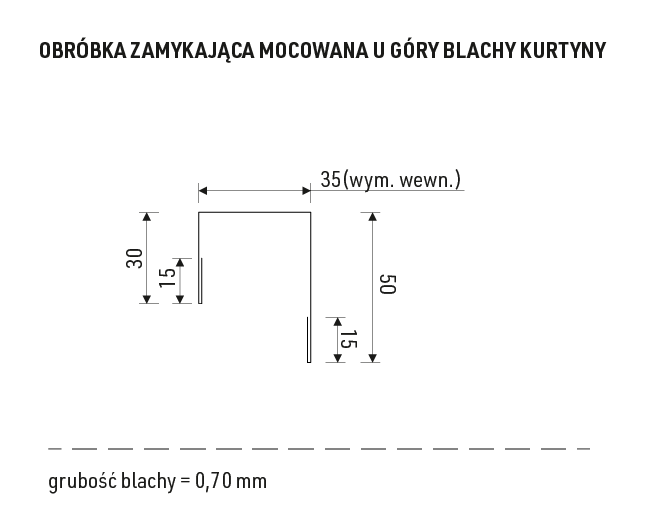
Obróbka zamykająca
(szczelina górna)
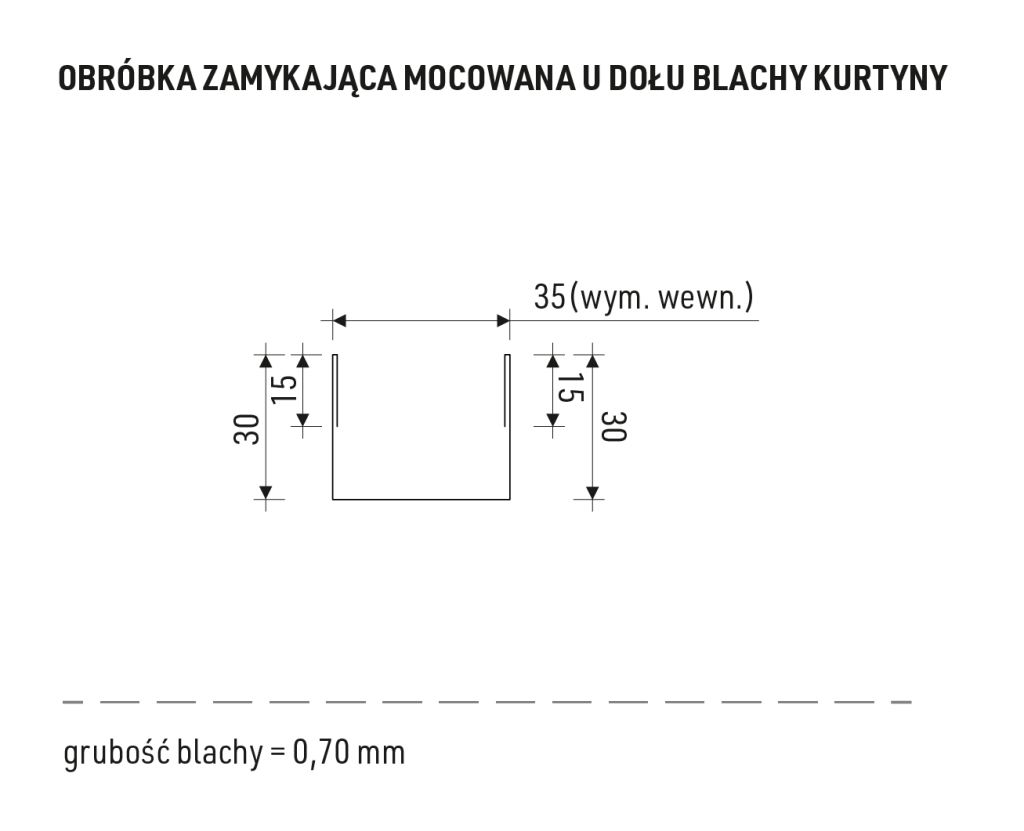
Obróbka zamykająca
(szczelina dachowa)
Poza podstawowymi obróbkami, oferujemy także możliwość wykonania dedykowanych obróbek do kurtyn według projektu. W celu zapoznania się z ofertą prosimy skontaktować się z działem sprzedaży.
Dodatkowe rysunki techniczne obróbek podstawowych ze szczegółowym ich opisem znajdą Państwo w instrukcji montażu dla T35KD: PLIKI DO POBRANIA
Tagi
Pruszyński Sp. z o.o
Sokołów, 05-806 Komorów
ul. Sokołowska 32b
Tel. (48-22) 738 60 00
Fax (48-22) 738 61 01
Infolinia: 880 222 444